Порядок регулировки клапанов зил 130, Регулировка тепловых зазоров клапанов ЗИЛ

Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. Исправный насос до 3 минут может продолжать вращение после остановки двигателя. Между блоком и головками установлены прокладки из асбостального полотна. Следует помнить, что на сопряженных поверхностях деталей могут появиться задиры.
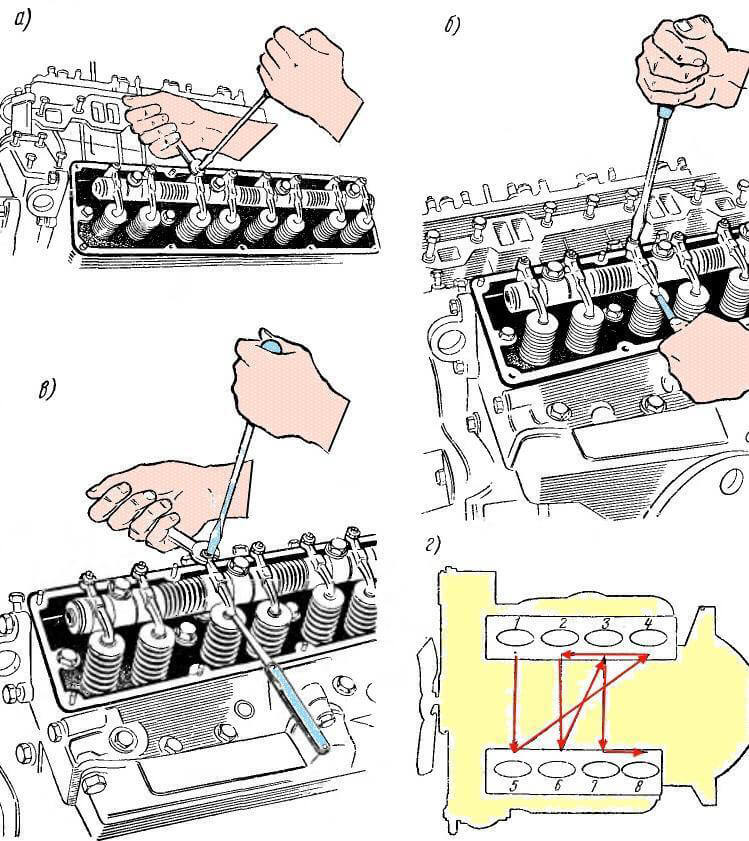
Этот способ решает проблему, как отрегулировать клапана на ЗИЛ Он наиболее простой и доступный для многих автомобилистов, которые могут устранить зазор самостоятельно. Важно помнить, что работы по монтажу головки цилиндров, необходимо выполнять на специально предназначенном стенде. Это обязательное условие, чтобы правильно собрать их, предотвратить еще более серьезные поломки. Ниже приведен правильная техника и алгоритм:. Во время сборки клапанов, пружинные тарелки нужно установить на стержни.
Для этого выполняют поворот рукоятки на кране в несколько оборотов. Они позволяет равномерно и правильно распределить воздух. Важно добиться, чтобы все пружины сжимались одновременно. Шпильки нужно вворачивать в специально предназначенные плоскостные проемы. Они находятся в верхней части, где происходит прилегание выпускного и впускного трубопровода. После этого нужно перевести головку цилиндра в оптимальное положение. Необходимо в обязательном порядке проверить работоспособность всех систем и деталей.
О компании. Отправить запрос Оставить отзыв. Уточните ваш запрос. Минимум три знака. Будь в курсе. Как отрегулировать клапаны ЗИЛ В этой статье.
Рулевое управление гусеничного трактора Т: конструктивные особенности и устройство. Какой размер у дисков ЗИЛ и как их установить? Какое масло заливать в КПП трактора? Компрессор ЗИЛ своими руками. Как работает трансмиссия тракторов?
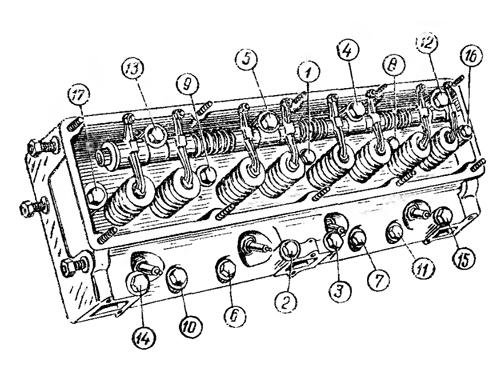
Характеристика и устройство трансмиссии трактора Т. Схема электрооборудования трактора Т Характеристики и ремонт двигателя ЗИЛ Характеристика коробки передач ЗИЛ. Отверстия в блоке цилиндров под болты цинкуются. Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанные выше семнадцать болтов.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе.
Запрещается подтягивать болты крепления головок блока цилиндров при температуре. В этом случае следует предварительно прогреть двигатель, а затем подтягивать болты. Одновременно с подтягиванием болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов.
Для обеспечения полного прилегания плоскостей головок к блоку надо соблюдать порядок затяжки болтов, указанный на рис. Затягивать болты головок блока цилиндров надо равномерно в два приема. При смене прокладок надо очистить от отложений все водяные отверстия в головках блока и блоке цилиндров, а также камеры сгорания.
Прокладку крышки головки цилиндров следует устанавливать рифленой поверхностью к крышке головки цилиндров. Поршни выполнены из алюминиевого сплава и покрыты оловом. Окончательно поршень подбирают к гильзе, проверяя усилие, необходимое для протаскивания ленты-щупа толщиной 0,08 мм, шириной 10 мм и длиной мм между стенкой цилиндра и поршнем, перевернутым и утопленным в цилиндр. Усилие на щупе должно быть в пределах 20—35 Н 2,0—3,5 кгс.
Поршневые пальцы — плавающие, фиксируются в поршне двумя стопорными кольцами.
Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру.
Обозначение группы наносят краской на поршне — на внутренней поверхности на одной из бобышек , на шатуне — на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Нагревать поршни надо только в жидком и чистом масле. Поршневые кольца устанавливают по четыре на каждом поршне три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности,.
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис.

Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального. Поршневые кольца в свободном состоянии имеют сложную форму, позволяющую обеспечить наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца.
Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном техническом обслуживании автомобиля обеспечивают работу двигателя до его капитального ремонта без смены колец.
Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла на угар.
При выявлении необходимости замены поршневых колец или отправки двигателя в капитальный ремонт следует пользоваться специальным диагностическим оборудованием компрессометром, прибором КА и др. Для повышения срока службы двигателя следует применять рекомендуемые руководством сорта топлива и моторного масла, своевременно промывать фильтрующие элементы воздушного фильтра и фильтра вентиляции картера, а также очищать трубку, клапан вентиляции картера, центробежный маслоочиститель.
Шатуны — стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 2Zo o22 мм. В верхнюю головку шатуна запрессована бронзовая втулка. Вкладыши изготовлены с высокой точностью и при установке не требуют шабрения, подпиливания стыков или применения прокладок.
Эти операции при тонкостенных вкладышах не допускаются. При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 56—62 Н-м 5,6—6,2 кгс-м.
Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера. Коленчатый вал — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания рис.