Какой зазор допустим между цилиндром и поршнем

Список форумов Общедоступные форумы Бензиновые моторы и их ремонт. Новые сообщения. Причиной уменьшения зазора между описываемыми деталями, является полусухое трение, из-за чего увеличивается температура деталей блока цилиндров.
Вы можете потерять некоторое форматирование, когда вы отключите HTML режим и вернетесь в визуальный.
Система для сообществ IP. Войти Регистрация. Тепловой зазор цилиндропоршневой группы Автор REN , 07 дек Сообщений в теме: Отправлено 07 декабря - Подскажите пожалуйста какой необходим зазор цилиндр-поршень после расточки и шлифовки импортного ПМ, конкретно Yamaha Отправлено 07 декабря - Неизношенные места это где небыло контакта, следовательно зазорувеличен.
Отправлено 07 декабря - Убка поршня 5 соток - это норма! Отправлено 07 декабря - Спасибо за помощ и еще, почему для наших моторов допуск 0. Отправлено 07 декабря - Качество изготовления и масел плюс технологии. Отправлено 07 декабря - Ага, и по мере износа он стёрся до 0,05мм. Отправлено 08 декабря - Подскажите пожалуйста какой необходим зазор цилиндр-поршень после расточки и шлифовки импортного ПМ, конкретно Yamaha А двигатель "Yamaha" 2х - тактный или 4х тактный?
Отправлено 08 декабря - 2-х тактный, 2-х цилиндровый, 82мм. Отправлено 08 декабря - По "Tohatsu" 2-ч тактным: 50D -диаметр поршня Отправлено 08 декабря - Ага, и по мере износа он стёрся до 0,05мм. Отправлено 08 декабря - 2-х тактный, 2-х цилиндровый, 82мм Для 2х - тактного двигателя 0,05 мм нормальный тепловой зазор.
Теперь хочу пояснить почему спросил. Дело в том , что в отличии от 4х тактных - 2х тактные двигатели имеют облегчённый тепловой режим за счёт вентиляции подпоршневого пространства бензовоздушной смесью - 4х тактные таковой неимеют, по этому тепловой зазор у них в 2 , а иногда и в 3 раза больше. Диаметр поршня особого влияния на тепловой зазор неоказывает , т.
Тепловой зазор расчитывается исходя из : 1 материала из которого изготовлен поршень 2 степени форсированости двигателя 3 вида системы охлаждения двигатели с водяным охлаждением более термостабильны и не имеют ярко выраженых зон прегрева отсюда и такой разброс тепловых зазоров от 0,03 для 2х тактных с водяным охлаждением , до 0,15 для 4х тактных с воздушным.
Теперь главное правильно провести весь цикл обкатки на разных режимах и недопуская перегрева. Желаю успехов. Отправлено 08 декабря - Еще раз всем спасибо, сегодня блок успешно расточен и отшлифован с зазором 5 соток.
Отправлено 08 января - Еще раз всем спасибо, сегодня блок успешно расточен и отшлифован с зазором 5 соток. Как упоминали ранее возможно это зазор между поршнем и цилиндром. Именно о такой проблеме двигателя пойдет сегодня речь. Нужно знать, что рано или поздно стук появится и эту проблему необходимо будет решать, а не откладывать на потом. При правильной эксплуатации мотора со временем естественным путем сужается зазор между этими деталями.
Происходит это из-за того, что во время эксплуатации при высоких температурах работают детали. Помимо этого, еще причинами возникновния такой проблемы являются неправильное регулирование движущихся деталей, перегрузки температуры, перекос цилиндров. Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Причиной уменьшения зазора между описываемыми деталями, является полусухое трение, из-за чего увеличивается температура деталей блока цилиндров. Со временем смазка пропадает и зазор исчезает из-за появления задир на поршне. Для определения состояния блока цилиндров проводят диагностику, после которой выносят вердикт о ремонте цилиндров и элементов поршневой группы мотора.
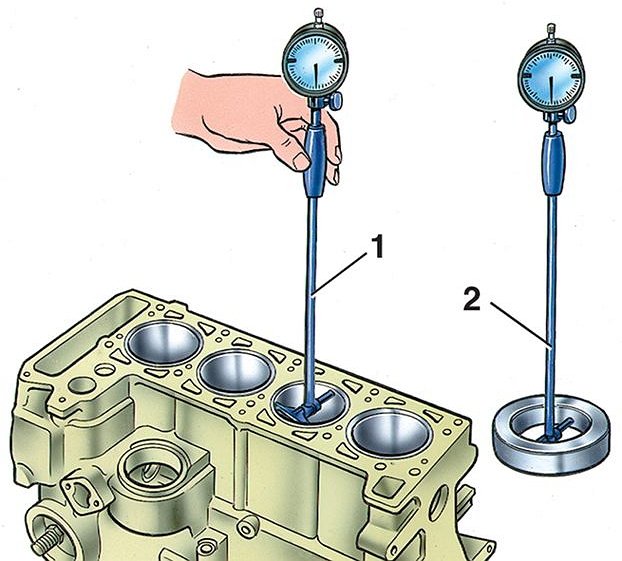
Но полностью сказать на сколько поршни, гильзы и другие детали деформировались можно при полном разбирании ГБЦ. Если вы дошли до поршневой группы можно начинать дефектовку цилиндров и поршней. Приборы которыми измеряют диаметры называются микрометр применяют для поршней, а нутрометр применяют при измерении диаметров цилиндров. Перед началом ремонта поршневой группы, вам нужно узнать о том, что бывают группы диаметров поршней, и таблицы в которых указаны номинальные размеры цилиндров и поршней.
Именно этими знаниями нужно пользоваться при ремонте. Существует определенная классификация поршней в зависимости от наружного диаметра, их всего пять: А, В, С, D, E через каждый 0,01 миллиметр размера.
К этому еще категории размеру отверстия под поршневой палец через каждые 0, миллиметра. Эти данные в форме цифры - это категория отверстия, а буквы — это класс поршня, они написаны на днище поршня. Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Норма для новеньких деталей считается от 0,05 до 0,07 мм.
А для деталей бывших в использовании зазор должен быть не более 0,15 мм. В общем-то для этого и делается промер зазора между поршнем и цилиндром, чтобы купить поршни такого класса, какого и цилиндры. Но может быть и так, что зазор превышает размер 0,15 мм , то нужно подобрать поршень к цилиндру, с наибольшим близким значением к расчетному размеру.
Сначала нужно делать расточку цилиндров с максимальным приближением близкому к цифрам ремонтного размера. Но еще необходимо не забыть оставить припуск около 0,03 миллиметра для хонингования поверхности цилиндров после расточки.
Только после этого всего можно приобретать поршни. Во время хонингования нужно выдерживать диаметр, чтобы при устанавливании поршня зазор входил в пределы допускаемой максимальной цифры зазора новых деталей 0, миллиметров. Микрометр служит для определения размера поршней, а нутрометр для определения размера цилиндров. При покупке поршней к цилиндрам нужно учитывать не только номинальный или ремонтный размер, а также нужно знать и вес поршней.
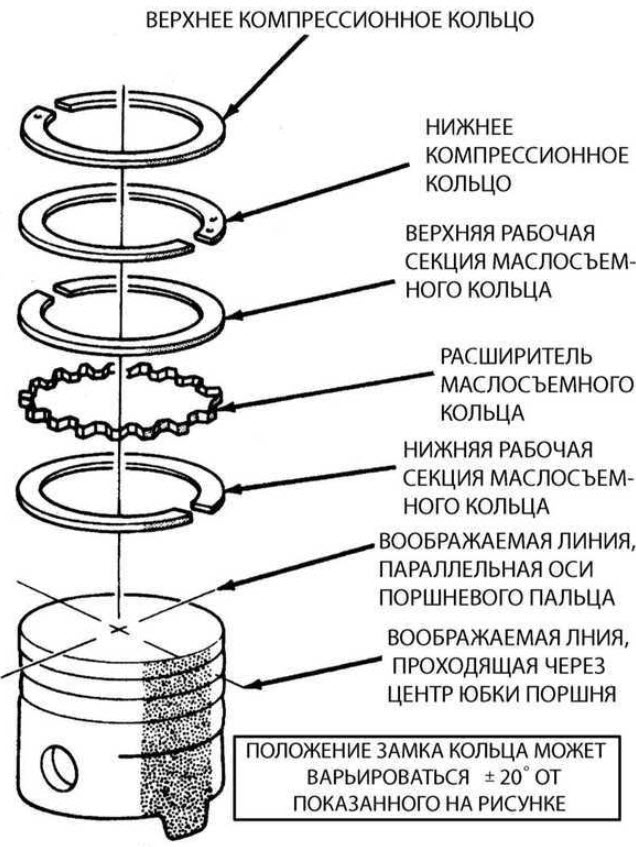
Он может быть нормальным, а может больше или меньше на пять грамм. К ремонтным поршням нужно подбирать ремонтные кольца ремонтных размеров. Только после всех нужных проведенных манипуляций с зазором между этими деталями, вы быстро подберете необходимые размеры, и после растачивания установите поршень. Почему так происходит?
Вроде бы стараешься эксплуатировать двигатель согласно инструкции. Масло моторное заливаем как советует производитель. Не жалеем денег на то чтобы двигатель был всегда "накормлен", так как говорят производители. Даже во время правильной эксплуатации мотора, не может вам с точностью объяснить почему появляется увеличение зазора между этими двумя деталями. Нужно помнить, что все детали работают в экстремальных условиях, то есть при высоких температурах. Поэтому избежать изменения свойств металла не получится, можно только отодвинуть не надолго, но избежать не удастся.

У поршня со временем начинают изнашиваться естественным путем канавки для колец, отверстия под палец и др. Причинами могут стать неисправности появляющиеся во время эксплуатации мотора: перегрев мотора незафиксированный, не правильно урегулированные движущиеся детали, перекос мотора, плохого качества моторное масло, попадание в моторное масло топлива или охлаждающей жидкости и другие причины.
Все эти возникающие проблемы приводят к образованию такого зазора, который не соответствует заданным параметрам. Увеличенный по размерам зазор может привести к стуку, к плохой компрессии мотора, увеличению расхода масла, и к поломке двигателя. А вот уменьшенный зазор может привести к появлению задир на цилиндрах, перегреву деталей блока.
Как при увеличении зазора, так и при его уменьшении понадобится ремонтировать поршневую группу.

Тут без вариантов. Можно конечно задуматься о приобретении нового мотора. Но дешевле будет если сделать ремонт такого рода поломки. Весь процесс будет исходить из замены цилиндров и их расточке и хонинговании. Конечно, чтобы проверить зазор, необходимо для начала разобрать ГБЦ. В общем то вы начинаете капитальный ремонт мотора. Так как по результатам диагностики скорее всего появятся проблемы с распредвалом, коленвалом, заменой прокладок, подшипников, вкладышей, работы вам будет предостаточно.
Но сегодня мы рассматриваем зазор между цилиндрами и поршнями. Для начала нам необходимы для измерительных инструмента: нутрометр и микрометр. Для чего они нужны мы упоминали ранее.
Останавливаться на структуре материала и технологии изготовления деталей мы не станем. Начнем измерять размеры поршней. Как и у цилиндров, у поршней тоже есть классификация по наружному диаметру и их пять классов: A, B, C, D, E. Замерять диаметр поршня нужно в районе цилиндрической части юбки, расстояние от днища плоскости в 52,4 миллиметра.
Класс поршня вы разгледите на днище поршня. Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм. В общем-то для этого и делаются промеры, чтобы купить поршни такого класса, какого и цилиндры.
Но возможно и следующее, что зазор превышает размер 0,15 миллиметров, то необходимо подобрать поршень к цилиндру, с наибольшим приближенным значением к расчетному размеру.